
表面磷化處理對二硫化鉬涂層性能的影響

為了提高涂層與基材的結合強度,基材的預處理是一個重要的過程,關系到涂層工藝的成敗,常用的預處理方法有磷化、噴砂、噴丸、滾花等等。磷化處理不受工作的形狀、大小限 制,而且方法簡單,易于實現。
固體潤滑涂層的制備

(1)酸洗:用乙醇清洗試樣表面的油污,洗凈晾干后,然后將試樣置于濃度為36%的稀鹽酸中,除去殘余銹及氧化層,活化金屬表面,用清水洗滌3次后拭干,再用無水乙醇清洗3次后晾干。
〈2)磷化處理:把經過酸洗過的試樣放人已經配制好的磷化液中,進行磷化處理。在所需要的溫度下水浴加熱一定的時間,使其表面生成一層與基體結合非常牢固的多孔的金屬磷酸鹽薄膜。
磷化處理后,將試樣用水洗滌3遍,放人烘箱,70℃下烘烤1小時。用2205型表面粗糙度測量儀測量表面粗糙度。
(3)涂層的制備:取10g二硫化鉬粉末,放人燒杯中,倒人少量的無水乙醇,潤濕攪勻,再倒人20甘油,充分攪拌均勻。把磷化處理的試樣放人燒杯中,90℃水浴加熱90min。將試件放人烘箱,在110℃下烘烤60一90min以基本烘干為準,即涂層完畢。
磷化處理基體表面粗糙度對固體潤滑涂層的影響
磷化膜具有多孔性,可以增大基體的表面積,增強吸附固體潤滑劑的能力。因此,磷化膜表面粗糙度對固體潤滑涂層的摩擦學性能影響很大。一般情況下表面粗糙度愈小.其耐磨損性愈能好。但如果磷化膜的表面粗糙度過小,就會降低儲在固體潤滑劑的能力,接觸面之間金屬容易發生粘接,降低固體潤滑涂層的壽命;如果磷化膜的表面粗糙度大,接觸表面間粗糙不平的凸峰相互咬合、擠裂、切斷,會增大厚擦系數,加劇磨損,降低了固體潤滑涂層的摩擦性能。
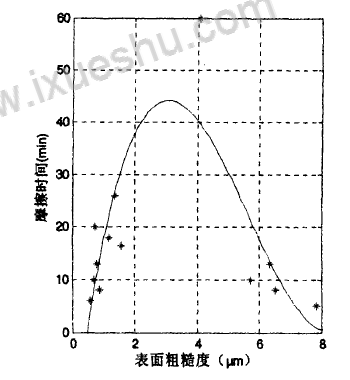
(表面粗糙度與摩擦時間的關系圖)
由圖中可以看出,當磷化膜表面粗糙度為Ra2μm-Ra4μm時,固體潤滑涂層的摩擦時間長,固體潤滑涂層的摩擦性能好。
本文是【http://www.www.www66467.cn 洛陽申雨鉬業有限責任公司】原創,轉載時請務必以鏈接形式注明作者和出處
地 址:http://www.www66467.cn/home-newsinfo-id-50.html
地址:河南省洛陽市欒川縣廟子鎮 郵編:471000
地址:河南省洛陽市洛龍區中德產業園19-102 郵箱:info@www.www66467.cn
電話:155-1639-1688 /155-6535-0788 電話:0379-69911868